
|
|
|
|
Главная Переработка нефти и газа межатомные расстояния и различных частей заготовки сближаются на происходит их соединение. Такая сварка применяется сейчас в основном в художественной ковке. Однако сам физический принцип такого соединения широко используется, например, при получении биметаллических листов совместной прокаткой (рис.6.6). Так можно получать, например, листы из алюминиевого сплава покрытые слоем чистого алюминия, стальные листы со слоями / Зона сваски коррозионностойкой стали и т.д. 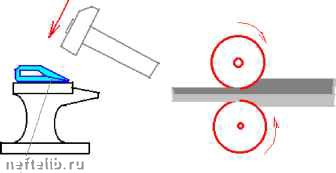 Рис.6.6 Электроконтактные виды сварки (рис.6.7) основаны на нагреве зоны контакта двух частей заготовки в зоне их стыка при их механическом сдавливании. Процесс может быть реализован , если электрическое сопротивление контакта заготовок превышает сопротивление всей электрической цепи. Тогда в зоне контакта будет выделяться тепловая мощность W = I 2 * Rk где I - величина эл.тока в цепи, Rk - сопротивление контакта. 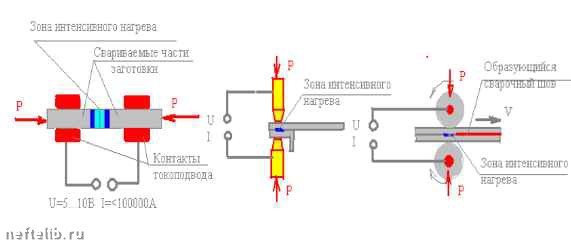 Рис.6.7 Такими способами сваривают прутки из различных металлов встык ( при производстве инструмента) , листовой материал ( кузова автомобилей, корпусные изделия из тонколистового материала и т.д.) Технологические возможности методов сварки. 1.Свариваемые материалы. Методы сварки практически позволяют соединять все виды металлов и даже неметаллов. Однако каждый конкретный метод сварки предназначен для сварки определенного набора материалов. 2.Форма. Сварка позволяет получать изделия самой сложной формы, что и естественно, так как соединяя между собой даже части простейшей формы можно получить сколь угодно сложную по форме конструкцию. Так телевышка, мост состоят из простейших по форме деталей стержневой формы. 3.Размеры. Не ограничены. Пролеты мостов, вышки длиной сотни метров, а сварные трубопроводы для нефти и газа - сотни км. В то же время сварка применяется и в микроэлектронике для соединения изделий размером менее 0,01 мм. 4.Точность. Данный параметр определяется в очень широких пределах. Если электродуговая сварка приводит к значительной тепловой деформации заготовки и точность ее весьма невелика - допустимые отклонения выше 0.1мм и могут составлять более 1 мм, то в микроэлектронике погрешность может не превышать 0.01мм. 5,Шероховатость.Шероховатость наиболее распространенных видов сварки весьма высока и прев1шает 0,1мм. Поэтому сварные швы на важных в функциональном отношении поверхностях обрабатываются механически , например, шлифованием. Так при сварке труб для газопровода или нефтепровода образующиеся неровности на внутренней поверхности трубы приводят к увеличению сопротивления прокачиванию. Поэтому они должны быть обработаны, что в технологическом отношении представляет определенные трудности. Вопросы для самопроверки: 1. Почему при сварке плавлением необходим мощный концентрированный источник тепловой энергии? 2.В каких случаях применяются методы сварки? 3.Перечислите рациональные области применения сварки в защитных газах. 4.Каково основное условие сварки металлов плавлением? 5.Каково основное условие электроконтактной сварки? 6.В каких случаях рационально применять газовую сварку? 7.Каковы ограничения размеров сварных конструкций? 8.В чем состоят преимущества лазерной и электроннолучевой сварки? 9. Перечислите составляющие затрат при аргонодуговой сварке; - при электродуговой ручной сварке. 10. Какой вид сварки наиболее производительный? Образец карты тестового контроля: 1. Каким видом сварки возможно соединение листов из алюминиевого сплава Амг6: а). Электродуговой, автоматической под флюсом; б). Аргонодуговой, электроконтактной; в). Газовой, электроннолучевой 2. Какой вид сварки наиболее дорогой: а). Электродуговой; б). Аргонодуговой; в). Газовый; 3. Какими способом сварки соединяют трубы при прокладке магистральных газопроводов: а). Электродуговым, электроконтактным; б). Электродуговым под флюсом, аргонодуговым; в). Газовым; 4. Какие виды сварки используются при строительстве корпусов судов из стали: а). Электродуговая, автоматическая под флюсом; б). Электроконтактная; в). электроннолучевая; 5. Для каких целей используется стыковая электроконтактная сварка: а). Для сварки заготовок инструмента; б). Для сварки строительных конструкций; в). Для сварки корпусов судов; 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 |
||
 |
 |
