
|
|
|
|
Главная Переработка нефти и газа Т а б л и ц а 5.17 Допуск ± 2 дюйма (50,8 мм). Допуск ± 0,8 мм.
Стандартом предусмотрен выпуск штанг для подгонки колонны (pony rods) длинами 2, 4, 6, 8, 10 и 12 футов (61, 122, 183, 244, 305, 366 см). Резьбы готовых для отгрузки штанг смазываются специальной смазкой и защищаются пластмассовыми колпачками и заглушками. По стандарту АНИ предусмотрен выпуск муфт, которые могут выполняться с лыской под ключ или без нее (рис. 5.32, табл. 5.18). Видно, что для штанг 5/8, 3/4, 7/8 и 1,0 дюйма длина муфты одинакова - 101,6 мм (4 дюйма). Ниппельная же часть штанги при этом увеличивается. Поэтому при смазывании резьбовых соединений внутренняя полость муфты может переполниться смазкой, что препятствует свинчиванию соединения. Поэтому обильная смазка резьбовых соединений не рекомендуется. На долговечность штанговой колонны большое влияние оказывает момент свинчивания резьбового соединения. Прочность резьбового соединения должна быть не меньше прочности тела штанги. Правильно свинченное резьбовое соединение должно создавать на упорных торцах муфты и ниппеля такие сжимающие Рис. 5.32. Муфта, по стандарту АНИ [14] 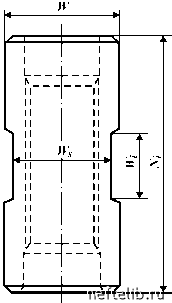 напряжения, чтобы при работе соединения в скважине максимально возможное растягивающее усилие в штангах не могло разжать и раскрыть стык. При сборке соединения необходимо очищать и смазывать резьбу. Как указывается в работе [14], это сильно влияет на правильность сборки соединения, так как из 100 % крутящего момента лишь 10 % расходуется на создание сжимающих напряжений, остальные - на трение. Для правильного свинчивания колонны необходимо применять специальные механические ключи. Свинчивание вручную штанговой колонны не позволяет достичь требуемых моментов. Т а б л и ц а 5.18 Размеры муфты, по стандарту АНИ [14]
Нап р име р , дл я штанги 7/8 дю йма необ х одим ы й к р утящий момент составляет по данным [14] около 70 кг-м, или при длине рукоятки ключа 0,5 м усилие, прикладываемое рабочим, долж-но быть не менее 140 кг, что невозможно при серийных операциях. Как уже указывалось ранее, на долговечность работы колонны большое влияние оказывает технология производства штанги и применяемые при изготовлении методы упрочнения, особенно состояние наружной поверхности тела штанги. Изготовление штанг без упрочнения может привести к образованию микротрещин на теле штанги, которые выступают концентратами напряжений и очагами коррозии. Появление микротрещин может происходить вследствие неосторожного обращения со штангами в процессе их транспортировки, спускоподъемных операциях и др. Поэтому существуют специальные требования стандарта АНИ по обращению со штангами [14]. Правила обслуживания и обращения с насосными штангами. 1. При транспортировке и эксплуатации штанг необходимо, чтобы штанги и их концы не ударялись ни обо что, могущее вызвать вмятины или изгиб штанг. Повреждение резьбы предупреждается путем установки предохранительных колпачков и заглушек. Вмятины, искривления или изгиб штанг считаются неисправимыми дефектами и требуют забраковки штанг. 2. Штанги следует по возможности транспортировать и складировать в упаковке до момента установки их в скважине. Для распаковки штанг необходимо пользоваться подходящим инструментом, не повреждающим штанги. В особенности следует опасаться изгиба штанг. 3. Ни в коем случае нельзя бить молотком по предохранительным колпакам резьбы муфты или по самим муфтам, по высаженным концам или лыскам под ключ. Один-единственный удар может повредить любую часть штанги или муфты настолько, что возникает опасность ее преждевременного разрушения. 4. На эксплуатационную вышку или мачту агрегата штанги следует затаскивать поштучно, с особой внимательностью, следя, чтобы штанги не ударялись о землю, мостки либо другую часть вышки или мачты. Кроме того, необходимо предупредить чрезмерное изгибание штанг во время их затаскивания. 5. Для предотвращения неправильного свинчивания необходимо установить вышку или мачту агрегата таким образом, что- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 [ 51 ] 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
