
|
|
|
|
Главная Переработка нефти и газа марная длина участков ремонта не превышает 1/6 периметра стыка. Стыки, имеющие трещины длиной более 50 мм или суммарную протяженность участков дефектов более 1/6 периметра стыка, необходимо вырезать. Дефекты сварных соединений должны быть полностью удалены с помощью абразивных кругов или газовой резки с последующей зачисткой разделки до металлического блеска. При ремонте стыка с трещиной длиной до 50 мм засвер-ливают два отверстия на расстоянии не менее 30 мм от краев трещины с каждой стороны. Дефектный участок вышлифовывают полностью и заваривают вновь. Сварные швы после устранения всех дефектов подвергают неразрушающим методам контроля в объеме 100 %. Повторный ремонт сварных соединений не допускается. В случае обнаружения вмятин глубиной до 3,5 % от диаметра трубопровода разрешается выправлять их с помощью безударных устройств. Повреждения трубопровода в виде свищей и трещин длиной до 50 мм ремонтируют без опорожнения от перекачиваемого продукта приваркой накладных элементов заплат, хомутов, муфт (рис. 4.7 - 4.9). 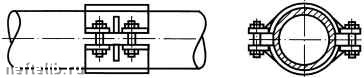 Рис. 4.7. Аварийный хомут Рис. 4.8. Прижимное устройство: 1 - скобы; 2 - прокладка; 3, 8 - планки; 4 - гайка; 5 - маховичок; 6 - червяк; 7 - пята; 9 - сварной шов; 10 - трубопровод; 11 - шар-нир 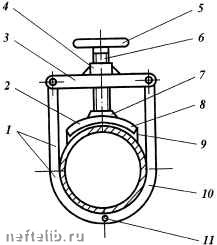 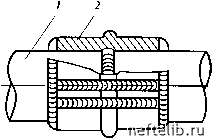 Рис. 4.9. Галтельная муфта: 1 - трубопровод; 2 - муфта Размеры накладных элементов и муфт должны перекрывать место дефекта не менее чем на 40 мм от его краев. Заплата должна иметь эллипсовидную форму. Допустимые размеры заплат и муфт представлены в табл. 4.1, в которой принято: a - размер элемента в направлении оси трубопровода (большая ось эллипса); b - ширина заплаты (рис. 4.10). Муфты необходимо использовать в случае, если дефектный участок больше допустимых размеров заплат. Длина муфты без технологических колец должна быть в пределах 150 - 300 мм. При длине муфты более 300 мм должны быть использованы технологические кольца. Длина технологического кольца должна быть не менее 65; 80; 110; 150; 120; 180 мм соответственно для трубопроводов диаметром 426; 530; 720; 820; 1 020; 1 220 мм. Т абли ца 4.1 Допустимые размеры заплат и муфт
 Рис. 4.10. Размещение заплат: 1 - дефект; 2 - продольный шов трубы Для трубопроводов диаметром 219 - 377 мм следует использовать муфты без технологических колец. Заплаты, муфты и технологические кольца должны быть изготовлены из труб, механические свойства, химический состав и толщина стенок которых такие же, как у ремонтируемого участка трубопровода. Муфты и кольца изготавливаются из двух половин. Зазор между кромками при сборке муфты или кольца должен быть равномерным по всему продольному направлению и составлять 1 -3,5 мм. Для получения требуемого зазора между кромками при сборке муфты или кольца допускается приваривать сборочные скобы. Продольные кромки половин муфты и колец должны быть обработаны под стандартную У-образную разделку с углом скоса кромок 30±5° и выборкой под металлическую прокладку. При выполнении сварного шва вдоль боковой образующей трубопровода скос нижней кромки следует уменьшить до 10±2°. Поперечные кромки муфты и технологических колец должны быть обработаны под углом 20 - 25° без притупления. Кольца обрабатывают с одной стороны. Муфта и кольца должны плотно прилегать к наружной поверхности трубы. При наличии утечки между трубой и накладным элементом помещают прокладку из уплотняющего материала (резины или свинца). Прижатие латок к очищенному трубопроводу должно обеспечивать необходимую плотность и устойчивость прилегания по всей площади соединения. С этой целью следует применять специальные устройства (наружные центраторы, прижимные хомуты, струбцины, домкраты и т.п.). Может быть рекомендовано приспособление (рис. 4.11), которое 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [ 26 ] 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |
