
|
|
|
|
Главная Переработка нефти и газа Рис. 4.14. Эскиз сварного галтельного хомута для нефтепровода диаметром 1020-1220 мм: 1 - вставка 05; 2 - сварные швы сплошные; 3 - сварной шов сплошной; 4 - место приварки хомута к трубе (шов сплошной высотой 14,4 мм) кольцо 03 прихватывают к кольцам 01 и 02 в шести точках сначала изнутри, затем снаружи; приваривают кольцо 03 к кольцам 01 и 02 электродами типа УОНИ 13/55 или "Гарант" с внутренней стороны нормальным швом, а потом снаружи усиленным швом согласно ГОСТ 16037 - 80; приваривают лапы из металла толщиной 10 мм с усиливающими ребрами; на стенде из труб соответствующего диаметра устанавливают половинки хомута и определяют длину вставки 05, которую изготавливают по той же технологии, что и сами половинки; на стенде имитируют установку хомута, проверяют необходимые зазоры, работу стяжных болтов, соответствие вставки и т.п. Монтаж (установка) галтельного хомута должен в ыпол-няться в следующем порядке: устанавливают половинки хомута на поврежденном месте трубопровода;  Рис. 4.15. Сварной галтельный хомут: 1 - труба; 2 - шов усиленный; 3 - хомут; 4 - шов нормальный болтами (шпильками) стягивают хомут таким образом, чтобы сплошной шов 06 имел зазор 2...3 мм, а внутреннюю поверхность хомута подгоняют к поверхности трубопровода; приваривают половинки хомута между собой усиленным швом 06 согласно ГОСТ 16037 - 80; приваривают хомут к трубопроводу усиленными кольцевыми швами (сначала одну сторону, потом - другую); окончательно подгоняют вставку 05 по месту и приваривают усиленными швами. При этом не допускается приваривание хомута к трубе - на месте всех продольных швов между хомутом и трубопроводом накладывается асбестовый лист толщиной 3 мм; после окончания приварки хомута к трубопроводу лапы приваренных половин обрезают заподлицо и производят визуальный контроль сварных швов на наличие дефектов. 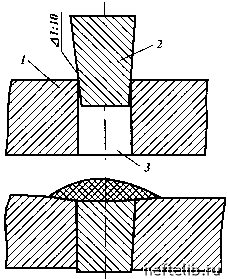 Рис. 4.16. Забивка обварка чопика: 1 - стенка трубы; 2 - чопик; 3 - отверстие Количество слоев сварного шва при приварке хомутов, заплат, муфт зависит от толщины их материала: при толщине 7 - 9 мм выполняют 3 слоя, при толщине более 9 мм - 4 слоя. Отдельные сквозные отверстия (свищи) диаметром до 8 мм могут б ыть устранены забивкой стальных пробок (чопиков) (рис. 4.16). Для обеспечения плотности чопик выполняется конической формы. Чопик забивают до полного перекрытия течи. Затем выступающую часть чопика срезают электросваркой и формируют на поверхности труб ы усиление вы сотой не более 3 мм. Наплавкой должно б ыть захвачено тело трубы на 4 - 5 мм по периметру отверстия. На нефтепроводах, частично заполненных нефтью, сварочные работы проводить запрещается. Следует выполнять систематический контроль процесса сварочных работ. В него входят: проверка правильности выбора и исправности применяемого оборудования и инструмента, качества подготовки ремонтируемых объектов, соответствия режимов сварки требованиям "Инструкции по безопасному ведению сварочных р абот при ремонте нефте- и продуктопр оводов под давлением", визуальный осмотр и обмер геометрических параметров сварных швов, проверка сплошности наплавленного металла методами неразрушающего контроля (радиографический, магнитографический, ультразвуковой). Контр оль качества 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 [ 29 ] 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 |
||
 |
 |

