
|
|
|
|
Главная Переработка нефти и газа с 1952 г. на строительстве магистральных трубопроводов применяется электроконтактная стыковая сварка оплавлением. Она предусматривает нагрев торцов труб до высокой температуры и их последующее соединение под воздействием осевого сдавливания. Преимуществом электроконтактной сварки является ее высокая производительность, поскольку сварное соединение в данном случае образуется сразу по всему периметру стыка в течение 5... 10 мин. При электродуговой же сварке сварное соединение формируется последовательным наложением нескольких слоев щва по периметру трубы. Основой установки для электроконтактной сварки являются кольцевые трансформаторы, устанавливаемые на торцы свариваемых труб. Кроме того, в состав установки входят механизмы центровки труб, равномерного подвода тока, перемещения труб в процессе оплавления, а также снятия частиц затвердевшего металла (грата) с внутренней и наружной поверхности труб. Все перечисленные операции выполняют передвижные комплексы «Север». Недостатком электроконтактной сварки являются более жесткие требования к торцам труб (меньшие допуски по овальности, разностенно-сти и др.), чем при электродуговой и автоматической сварке. К перспективным методам сварки труб относятся сварка лазером, трением, взрывом и т.д. Изоляционно-укладочные работы Изоляционно-укладочные работы проводят после сварки трубопровода в непрерывную нить и отрывки траншеи проектного профиля. Перед нанесением на трубопровод изоляционгюго покрытия его поверхность необходимо очистить от грязи, ржавчины, окалины, снега и льда, чтобы обеспечить лучшую прилипаемость изоляции. Для очистки и изоляции трубопроводов в трассовых условиях используются специальные машины. Очистные машины предназначены для очистки наружной поверхности труб до металлического блеска и нанесения грунтовки на поверхность трубопровода. Очистная машина представляет собой цилиндрический (кольцевой) корпус, внутри которого находятся силовая и очистная установки. Машина надевается на трубу и перемещается вдоль оси с помощью двигателя внутреннего сгорания. Одновременно осуществляется механическая очистка поверхности трубопровода с помощью скребков и металлических щеток, вращающихся вокруг трубы. Битумная грунтовка подается из бачка насосом и разравнивается иа поверхности трубы «полотенцами». Изоляционные машины предназначены для нанесения на трубопровод мастичного или полимерного пленочного изоляционного покрытия. Изоляционная машина (рис. 19.12) также, как очистная, одевается на трубу и перемещается по ней на ходовых колесах 8 с помощью двигателя внутреннего сгорания 3. Машина для нанесения мастики (битумной, АСМОЛ и др.) снабжена емкостью, из которой горячая расплавленная мастика шестеренным насосом через сопло подается на верхнюю образующую трубы и далее - стекает по ней вниз. Формирование изоляционного покрытия необходимой толщины осуществляется с помощью специальной обечайки, перемещающейся соосно трубе. Излишки мастики собираются в бачок, из которого они вновь возвращаются в верхнюю емкость. Для намотки стеклохолста и оберточного материала изоляционная машина оборудована специальным механизмом, состоящим из большой кольцевой звездочки, на боковой поверхности которой имеются оси. На них навешивают шпули с соответствующим рулонным материалом (стеклохолстом, бризолом и т.п.). Конец рулона приклеивается к поверхности трубы и при вращении звездочки с натягом наматывается на трубу. Механизм для намотки рулонных материалов расположен в задней части изоляционной машины. Изоляционная машина для нанесения на трубопровод полимерных липких лент отличается тем, что не имеет устройств для подогрева и нанесения мастики. В последние годы появились машины, которые совмещают выполнение функций очистки поверхности трубопровода и нанесения на него полимерных лент. Они представляют собой два последовательно расположенных на общей раме агрегата - силового и изолировочного. Силовой агрегат состоит из дизельного двигателя и коробки перемены передач, а изолировочный включает очистное устройство и механизм нанесения полимерной ленты, аналогичные ранее описанным. Силовой и изолировочный агрегаты соединены на шарнирах, что обеспечивает прохождение машин по трубопроводу на криволинейных участках. Дополнительно такая машина оснащена устройством отсоса пыли, образующейся при очистке трубы. Применение комбинированных машин (комбайнов) позволяет сократить количество потребной техники (машин для изоляции и трубоукладчиков), уменьшить количество обслуживающего персонала, снизить суммарные затраты мощности и металлоемкость машин. Изоляционно-укладочные работы на строительстве магистральных трубопроводов выполняются двумя способами: совмещенным и раздельным. При совмещенном способе очистка наружной поверхности трубопроводов, их изоляция и укладка в траншею объединены в один процесс, выполняемый механизированной изоляционно-укладочной колонной (рис. 19.13). На трубопровод надевают очистную и изоляционную машины, поднимают его трубоукладчиками, 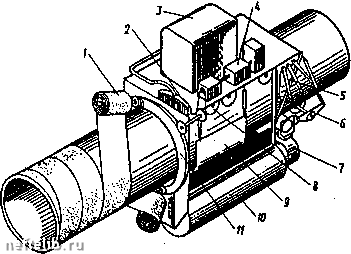 Рис. 19.12. Самоходная битумоизоляционная машина: I - шпуля; 2 - насадок; 3 - двигатель; 4 - силовая передача; 5 - рычаги управления; 6 - прижимное устройство; 7 - насос; 8 - ходовое колесо; 9 - обечайка; 10 - ванна; II - обмоточный механизм 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 [ 158 ] 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 |
||
 |
 |
